 コンテンツに飛ぶ
コンテンツに飛ぶ


たまには誰かブログを書いてくれるといいんだけど、、もっと酒蔵らしいやつ、、、と代表ジーがつぶやいておりました。
最近色々と大変なんだろうな、でも結局自分が楽したいだけじゃないのかなという一言をぐっとこらえ、わたくし杜氏の水野が書かせていただきます。
過去のブログ、「日々是麹中」「吉川麹」(ダジャレだらけ…)に続き三度目の麹造りにまつわるお話です。
皆様、製麹(せいぎく)工程は一種類ではなく、様々な手法が用いられていることをご存じですか?
これから紹介する代表的な製麹法は吉川醸造でも実際に採用していたものです。
① 蓋麹法(ふたこうじほう)
麹蓋(こうじぶた)とは、日本酒の醸造工程で使う道具の一つで、麹造りの段階で用いられます。
吟醸酒など高級酒を仕込むときには、高度な技術と機械に頼らない手作業が必要とされますが、麹造りの段階でそれにあたる蓋麹法(ふたこうじほう)は、製麹法のなかで最高峰と呼ばれています。
熱を帯び、麹菌が繁殖開始してきた米麹を小分けにするときに詰める箱状の道具が麹蓋です。
蔵人言葉では通称「蓋」(ふた)と呼び、身蓋(みぶた):実際に米麹を盛る蓋と共蓋(ともぶた):身蓋に被せる蓋の2枚一組で使用します。
麹蓋は、杉の柾目(まさめ)で作られており、縦45cm×横30cm×深さ5cmほどの寸法で、ここに約2kgくらいずつ米麹が入ります。
これは米を2kg程度ずつ小分けにして管理を行き届けさせながら、きめ細かな温度管理で菌の繁殖や水分量をコントロールしやすいメリットがあり、酒質設計に合わせた酵素力価の麹を最も造りやすいとされています。
吉川醸造では平成26酒造年度まで全ての麹造りに採用していた手法です。
しかし昼夜問わない手作業や熟練の経験値が求められる手法であること、また準備する麹蓋の枚数は1シーズンに1000枚程度は必要であることなど、少人数制での酒造りには様々な課題があると判断し、早朝・夜間の温度管理における蔵人の負担の軽減を目的として、当面は全量蓋麹法を見合わせることにいたしました。(一部の製品には継続運用)
そこで、次に採用したのはより一般的な製麹法である箱麹法です。
② 箱麹法(はここうじほう)
蓋麹法より、もっと簡略化された箱麹法では麹蓋をそのまま大きくしたような麹箱(こうじばこ)を使用します。蔵人言葉では通称「大箱」(おおばこ)と呼びます。
縦150cm×横70cm×深さ10cmほどの大きさ。
麹蓋に比べ大箱製麹では、一箱に20kg~25kgの米麹を盛ることが可能です。
これを麹蓋に換算すると、10枚~13枚に盛り分けるので、大箱製麹は非常に合理的ですね。製麹工程では仕込の大小に左右されますが、製麹量の多い日で1回につき220kg程度の麹を製造しますから、準備する蓋や大箱の枚数も桁違いであることをご理解いただけると思います。
さて、ここからはさらに掘り下げた内容に移ります。
①②それぞれ違った手法を用いて造られた麹はどのように違うのか?
吉川醸造の結論としては、、、
大差なし!!
いきなり乱暴な言いようになりましたが、もちろん理由があります。
毎年の酒造季に麹の酵素力価分析を行っており、その結果として定量的な差がほぼないことを確認しているのはもちろんですが、日本醸造協会誌2023.2月号に研究論文が掲載されておりましたので、理論武装するために(笑)一部抜粋して説明します。
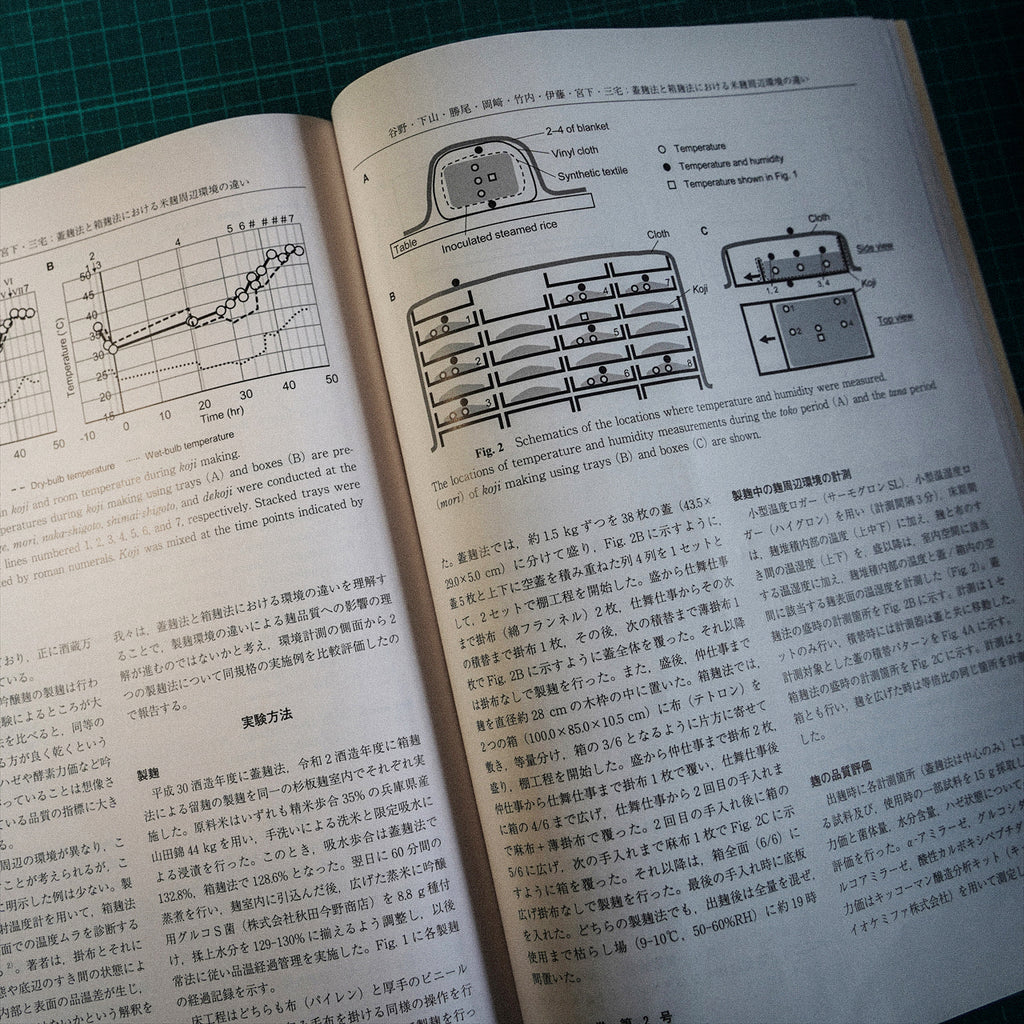
【蓋麹法と箱麹法における米麹周辺環境の違い】
緒言
「一麹・二酛・三造り」と言われるように、製麹工程は清酒製造において、発酵工程から製成酒の品質にまで大きく影響を及ぼす重要な工程である。昔から行われてきた蓋麹法は、現在でも突きハゼ型を必要とする吟醸造りには欠かせない手法として広く認識されている。しかし、一つの蓋に1.5kg~2.5kgの麹を盛り、数十もの蓋を積み上げ、頻繁な積み替え作業を要する蓋麹法は極めて重労働であるだけでなく、蓋麹法で良い吟醸麹を造るためには、熟練の技(判断と作業)が必要とされる。
一方で、手造りによる製麹では、蓋麹法の他に15kg~45kgの麹を盛る箱麹法がより一般的になっており、蓋麹法と同等の酵素力価を有する吟醸麹が製造できることが広く認識され、箱麹法が用いられる場合が増えている。~中略~
加えて、酒蔵ごとのそれぞれ異なる現場環境に応じ、これらの製麹法に作業管理も含めた様々な改良が加えられており、正に酒屋万流といわれる大きな所以ともなっている。
このように、様々な手法により吟醸麹の製麹は行われているが、判断と作業は未だ経験によるところが大きい。一般的に、蓋麹法と箱麹法を比べると、同等の品温経過を経ても、蓋麹法による方が良く乾くという声はよく聞かれ、これが、突きハゼや酵素力価など、吟醸麹としての品質向上につながっていることは想像されるが、製造現場で判断されている品質の指標に大きな差がないことも知られている。
それぞれの製麹法により麹周辺の環境が異なり、この違いが品質に影響を及ぼすことが考えられるが、これらの環境の違いを具体的に明示した例は少ない。
では、こちらの論文に記載されている検証実験を、かなりかいつまんでご説明します。
・蓋麹法では、頻繁な積替え作業による蓋毎の品温経過には多様なパターンが存在し、実際に蓋毎の品温にはバラツキが確認されている。
・しかし、麹蓋内の空間は全体として高い温度(品温とほぼ同じ温度)と高い湿度で維持された経過を示している。
・一方、箱麹法では、それぞれの箱内で横方向に1℃~2℃の品温差はあるが、それぞれの箱における品温経過の傾向はほぼ一様で大きな違いは見られない。
・最高品温はやや低いものの、蓋麹法と同等の品温経過を達成できている。
・手入れによる品温低下は起こるが、製麹後半においても常に品温が上昇する傾向を維持している。
・これは、蓋毎に品温の上昇・低下が多様にみられた蓋麹法とは異なっている。
それぞれの麹の出来はいかに違うのか?
糖化酵素 グルコアミラーゼ(GA)
α-アミラーゼ(A)
タンパク分解酵素 酸性カルボキシペプチダーゼ(ACP)
酸性プロテアーゼ(AP)
蓋麹法と箱麹法で比較すると、平均では(GA・A・ACP・AP)は箱麹法の方が高いが、GA/A比は蓋麹法の方が高い結果となったようです。
・蓋麹法では、菌体量とタンパク質量が低く、水分含量が高かった。
全ての酵素力価が箱麹法で高くなっているのは、主に菌体量の多さが要因であると思われますが、加えて、Aについては菌体増殖時の水分の多い経過、ACPやAPについては低温の箱内空間の空気層で麹表面が冷やされる経過なども影響したのではないかと記載されています。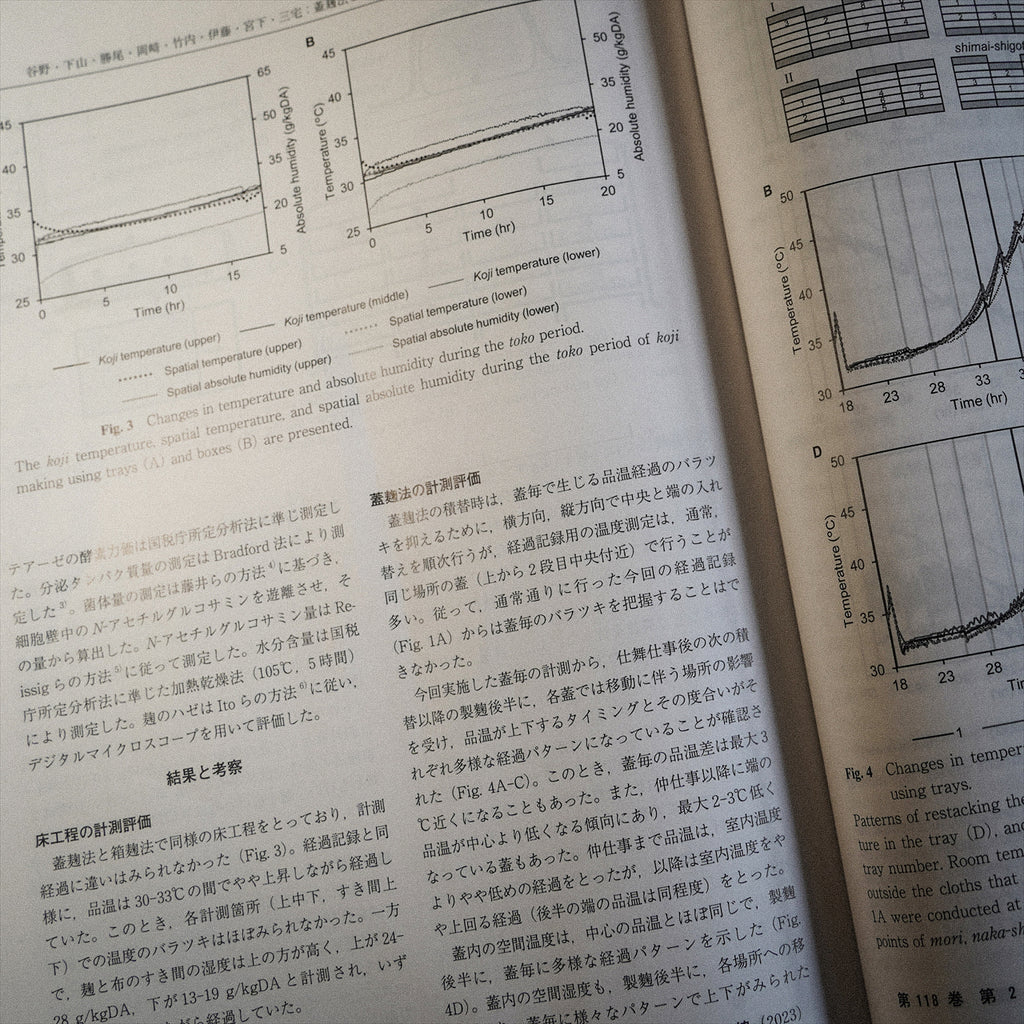
本当はもっと詳細に書かれておりますが、最後の結びとして以下のように要約されています。
<要約>
製造場における製麹法の違いについて理解を深めるために、蓋麹法と箱麹法について麹周辺環境の計測評価を実施し、その品質を評価した。その結果、箱麹法で箱内の空間温度が品温より明らかに低い経過をとるのに対し、蓋麹法では、蓋内の空間温度は品温に近い高い経過をとることが確認できた。加えて、蓋麹法では蓋内の空間湿度が、箱麹法よりもかなり高く推移していた。このような製麹状態の違いが出麹時の計測箇所毎の品質に影響を及ぼしていると考えられた。出麹時の水分含量は蓋麹法の方が高くなっていた一方で、菌体量は蓋麹法の方が低くなっていた。出麹時の状貌は箱麹法の方が進んでおり、いずれの酵素力価も箱麹法の方が高かったが、GA/A比は蓋麹法の方が高くなっていた。
どちらの製麹法も経験のある吉川醸造としては、蓋には蓋の経過があり、箱には箱の経過があるとのスタンスです(笑)
・蓋を重ねて管理する蓋麹法は保温性に優れているが、積替え等による作業負担が大きい。
一方、
・大箱は麹表面が乾燥しやすいが、工夫次第でケアできる。
造りが始まれば、製麹作業はほぼ毎日行います。何度も作業を重ねる内に、より良質な麹を造ろうと努力するものです。様々な経験を基に、創意工夫を凝らして製麹するからこそ、美味しい日本酒が出来るものと理解しております。
+ + + + +
さてここからが今季のお話。
③吟の箱法(?)
吉川醸造では、蓋麹法や箱麹法で培った製麹技術を、より再現性の高いものへとMetamorphose(シマダグループのモットーです)すべく、今季より移動式製麹装置(「吟の箱」)を導入しました。
・一箱に厚さ7cmで35kg盛りが可能!
・応答速度の速い高感度センサ付デジタル温度制御器の働きで、仕舞仕事後の設定温度を確実に守ります!
・小型のファンが搭載されており、無理なく冷却し、冷却ムラも防ぎます!
・床ヒーター付きで温度の遅れを助け、後半の製麹に役立ちます!
・製麹終了後に設定温度を下げ、送風処理で出麹乾燥にも使用できます!

思わず塚本鑛吉商店の回し者のようになってしまいました(古谷さんいつもありがとう)が、夜間・早朝の麹室作業を軽減できること、製麹後半の品温維持を安定させられるのは大きな進化だと思います。

前年度と大きく変わったことは、吟の箱を導入したことで前工程の床(とこ)も見直ししたことです。
麹室内の中央には、歴史ある木製の床(蒸米を薄く広げ、麹菌を散布する作業台)が室内の約7割を占めておりましたが、これを二分の一程度に縮小し、更には衛生面への配慮からステンレス製のテーブルへと変更しました。
製麹用の蒸米も、最大で220kgまで床へと引き込むことが可能でしたが、今季からは、より丁寧で衛生的な製麹を目標とするために最大140kgを限度としております。床の面積を縮小した代わりに吟の箱を6台設置しました。35kg盛り×6だと210kgまで製麹可能では?と、お気づきになる方もおられるでしょう。
まだ検証を繰り返す必要はありますが、35kg盛りの吟の箱に、少なめの20kg盛りや25kg盛りを行うことで、蓋麹法と箱麹法、二つの手法のいいとこ取りが可能では?と考えた結果です。
もちろん、室温や湿度のような麹室内の環境も重要です。
箱内蔵のヒーターや箱に掛ける布をゴアテックスにするなど、季節遷移で室内環境も変動しますから、工夫をこらしつつ対応していかなければなりません。
杉材を用いた床や箱には、見た目の温もりがあり、酒屋道具としての美しさがあります。先人たちは杉材の優れた材質を理解し、酒屋道具として活かしてきた訳ですが、目には見えない様々な菌類と共存し生まれる日本酒造りにおいて、使用する道具類から様々な菌類が清酒醪に混入していきます。
それが蔵の特徴「味」ともなるわけですが、菌類の中には、清酒の香味に多大な影響を及ぼす(意図しない)オフフレーバーの前駆物質なども存在するわけで、麹由来の(くどいですが意図しない)オフフレーバーになり得るため、人の手による経験や技術に加え、新しい設備の力を得て、更なる向上心を持ってOnly oneの日本酒造りに日々向き合っていくことが重要と考えております。
+ + + + +
さて、日々の製麹結果は定期的に分析依頼に出して数値化します。対象となる麹米に使用している種麹菌はそれぞれ違うため、酵素力価の数値では「吟の箱」の優良さを判断できかねるのですが、結果としては十分満足できるものでした。
令和4酒造年度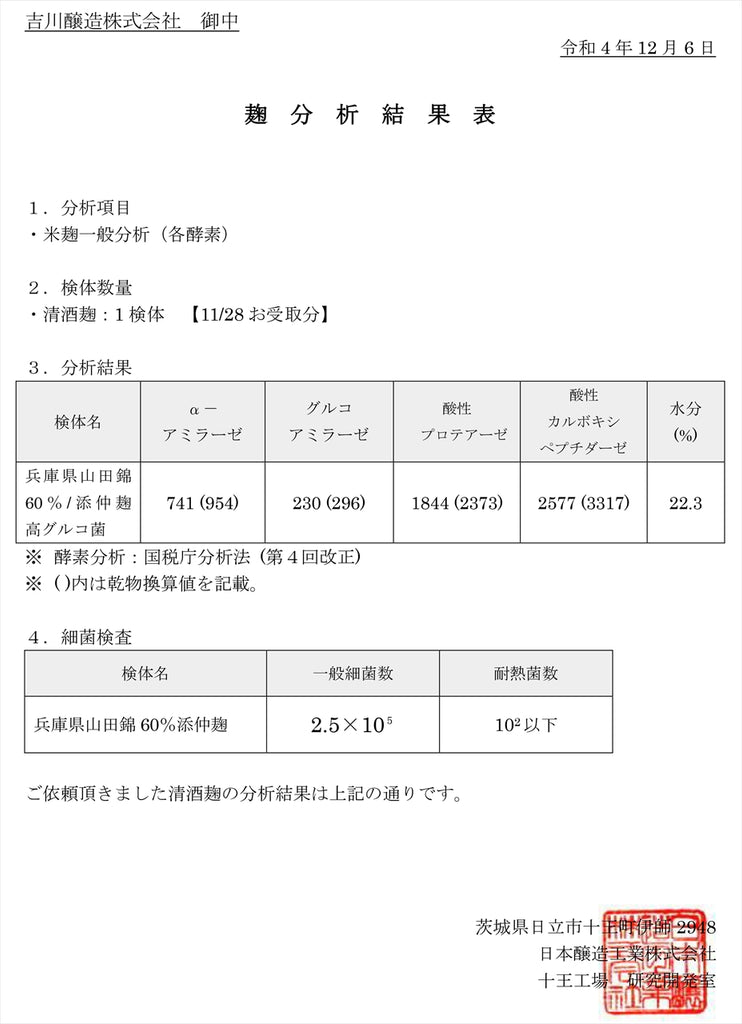
令和5酒造年度
今回、蔵人一同が驚愕したのは細菌数の激減です。
一般細菌数が10の2乗レベルまで減っています。木製の道具を運用していた時は、相当に入念なクリーニングを行っても10の4乗より数値を下げることができなかったのですが、初回の製麹であっさりと結果が出てしまいました。まさに衝撃です。
この吟の箱、今後継続的に検証を繰り返しデータを蓄積していく必要はありますが、現時点では間違いなくベストな選択だったと確信しています。
今後とも吉川醸造の挑戦にご注目ください。
MM
Nirvana - Sliver